
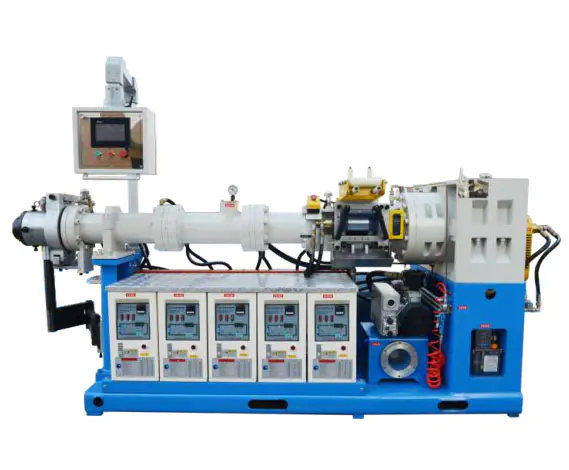
在第九代基础上更优化,整机采用全进口配置:采用德国GWK温度控制系统(精度达士℃),从而提高橡胶挤出的稳定性,采用德国贝克真空系统以提高橡胶制品致密性及稳定性。主动喂料采用罗尔西(Rossi)变频减速机独立传动以适应不同橡胶的工艺要求。本机采用全触控人机界面操作系统,可在电脑或手机APP实现信息读取和远程控制。
从第9代开始进行了优化,整个机器采用完全导入配置。 采用德国gwk温度控制系统(精度高达±℃)提高橡胶挤出的稳定性。 德国贝克尔真空系统用于提高橡胶制品的致密性和稳定性。 主动进给与罗西变频减速机独立驱动,以满足不同橡胶的技术要求。 HMI操作系统用于在PC或移动应用程序中实现信息监控和远程控制.

第九代挤出机采用意大利罗尔西(Rossi)减速机,同时采用意大利菲仕伺服马达(西门子可选)以及菲仕(西门子可选)伺服驱动器。螺杆、缸套采用均采用日本材质。机身体采用38CrMoAl一体成型,提高机身装配同轴度,提高机身及螺杆的使用寿命。全触控人机界面操作系统,可在电脑或手机APP实现信息读取和远程控制。
第九代采用罗西减速机的90mm20d真空型橡胶挤出机(意大利制造) 意大利fitz伺服电机(意大利制造)(可选西门子)fitz伺服驱动器(意大利制造)(可选西门子)。螺丝和气缸套均由日本材料制成。机器的机体由38crmoal制成,提高了机体组件的同轴度,并延长了机体和螺钉的使用寿命。全触摸人机界面操作系统可在计算机或手机应用程序上实现信息读取和远程控制。

在第七代基础上更先进,螺杆及机身全采用进口材质,挤出机的螺杆前后可调,让不同橡胶制品达到更致密/更稳定;驱动系统采用进口(德国西门子或意大利菲仕)伺服电机,操作全触控人机界面,可在电脑或手机APP上对设备的各种信息进行显示与控制。实时远程监控设备的运行状况。真正是“运筹帷幄,服务千里”!
从另一个国家进口的螺杆和机筒,螺杆可以前后移动,以便挤出橡胶制品更稳定;西门子品牌(德国制造)或相位(意大利制造)的伺服电机,通过全触摸屏控制,您可以通过计算机或移动应用程序控制和查看所有数据。远程监控橡胶机的工作状态。

在第六代基础上增加橡胶喂料口加装夹手防护系统,提高安全性。抽真空采用多级过滤系统,有效提高真空泵的使用寿命。采用38CrMoAL合金材质一体化机身,机身无焊点,提高机身装配同轴度,不造成任何扫筒现象,在提高加工精度同时采取氮化处理,提高使用寿命。螺杆采用喷合金氮化处理,使用寿命较原来提高一倍以上。采用触摸屏(PLC)带储存工艺信息的控制系统,使控制更智能,更便捷。
在第六代橡胶挤出机的喂料区采用手部保护系统,提高了安全性。真空系统采用多级过滤系统,有效提高了真空泵的使用寿命。38Cr合金材料集成体,无焊点,提高了机身总成的同轴度,防止了机筒刮花现象,提高了机筒加工精度,并采用氮化处理后,橡胶螺杆经过合金喷涂处理,使用寿命大大提高。 plc系统可存储技术生产数据和人机界面,更加智能,便捷。
在第五代基础上抽真空选用一级过滤装置,机架钢板10MM采用激光切割折边一次性成型(美观牢固)。
真空系统的一级过滤装置已在 第五代橡胶挤出机。 一次性激光切割加工10mm挤出机主体框架钢板 ,边缘形成技术。

在第四代基础上加用触摸屏(PLC)控制储存工艺信息。
首次引入带有plc系统以存储基于第四代橡胶挤出机的技术生产数据和HMI.

采用模块化温度控制系统,,控温精度为±1℃,机筒采用螺旋套冷却装置,使温度传递更直接,在高速连续生产过程不易焦烧,提高挤出稳定性。
采用模块化温度控制系统,温度控制精度为±1℃,挤出机采用螺旋套管冷却系统,使温度传递更加直接,确保橡胶在高温连续工作过程中不会过度固化,改善了挤出性能稳定性.

采用模块化温度控制系统,控温精度为±1℃,机筒采用打孔式循环系统(水质不好易堵塞,控温效果差),喂料口传动装置采用自动润滑系统。
采用模块化温度控制系统,温度控制精度为±1℃,挤出机采用带孔桶进行水循环(水质不良时循环容易堵塞,温度控制精度不理想)。 进料区传动装置采用自动润滑系统。

在第一代基础上改进温控系统,提高温控精度,控温精度为±2℃,机筒采用打孔式循环系统(水质不好易堵塞,控温效果差)。
对第一代恒温装置进行了改进,温度控制精度为±2℃,挤出机采用带孔桶进行水循环(水质不良时循环容易堵塞,温度控制精度不佳)。 满意).

结构简单,采用普通加热装置,控温精度为±3℃,机筒采用打孔式循环系统(水质不好易堵塞,控温效果差)。
普通加热装置结构简单,温度控制精度为±3℃,采用带孔桶的挤出机进行水循环(水质不好时循环容易堵塞,温度控制精度不令人满意)。

 浙公网安备33102402000261
浙公网安备33102402000261